Over the years of testing, it has amazed us how often equipment test results, from a fan or a pump, do not follow the performance curves. In the last few years, two unusual issues arose, relating to an exterior wall mounted kitchen hood exhaust fan and a small 30 GPM circulator pump.
Problem Issue #1
This is an issue relating to an exhaust fan, which is an exterior wall mounted, large kitchen hood exhaust fan. The following information (nameplate and actual) was obtained on June 30, 2007.
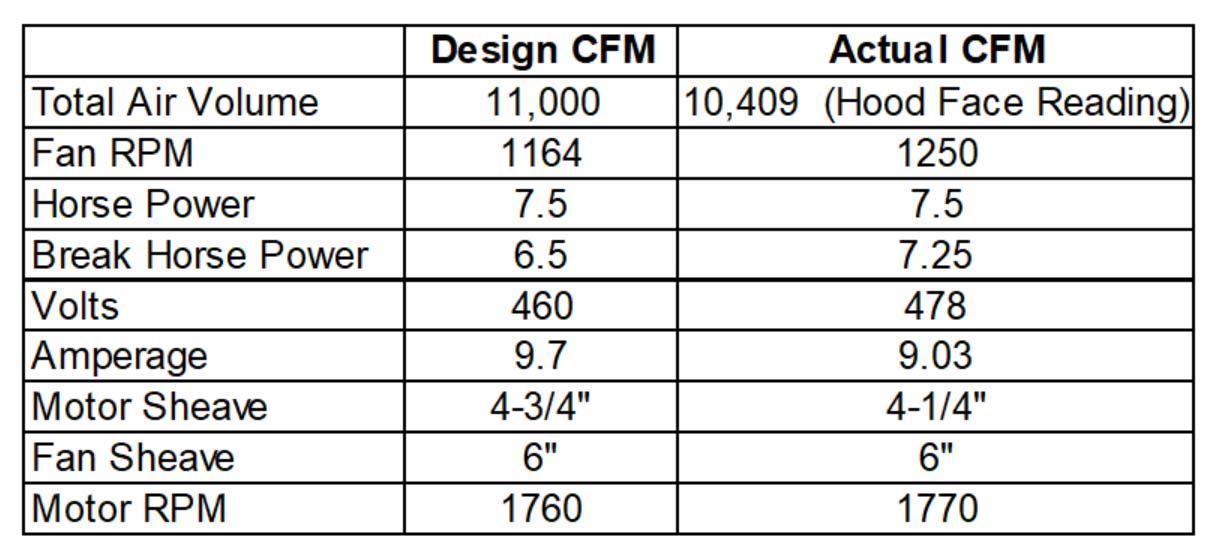
There are no problem with these test results and no complaints.
The hood was in operation for two months, when the restaurant started to complain of the hood performance and requested the contractor to improve the air to or above design. The contractor increased the fan RPM to the maximum sheave adjustment and changed to the next larger motor, due to increased amperage draw, yet still the owner had complaints related to the hood performance. Our firm was informed of the conditions in September 2007 and was requested to re-test air volume plus provide suggestions for correction. We suggested, to ensure accurate readings, that the welded exhaust duct be drilled to allow for a duct traverse test, which they did with the total air volume results of 9413 CFM at the traverse and 9233 CFM at the filter face. These results were baffling, considering the first results in June at the filter face were 10,409 and now with a sheave adjustment and motor change, the results reduced to 9413 CFM.
In an attempt to solve the problem, fan and duct static pressures were taken and compared to the fan curve, which did not lead us in a corrective direction. Finally, the contractor provided us with a small statement that they had been finding thrown belts on occasion. We then requested a disassembly of the fan to check the sheave alignment and the distance of the fan wheel to the fan inlet volute. We found the fan wheel and fan shaft had shifted and actually moved over ¾” away from the inlet volute. A possible analogy to this condition is, if your lips are not to a straw, you cannot suck any fluid. In checking with the manufacturer, the recommendation for this type of fan, is for the fan wheel to actually be over the inlet volute by ¼”. The fan was properly realigned, reassembled and retested with final results of 11,470 CFM. Problem and complaint solved. We were aware of this type of issue on a new fan after shipment to the project, but not two months after installation.
Problem Issue #2
This is an issue relating to a small inline vertical mounted motor, rated at 30 GPM at 35 foot head. The pump was utilized for a test board with five circuits for balancing. To prepare the test board, a pump curve is mounted on the test board to allow plotting of the actual curve, based on the dead head (shut-off) of the pump. The pump dead head was performed, however the actual plotted curve was greater than the actual nameplate installed impeller. The pump was disassembled to measure the installed impeller, which was per the nameplate. The taps on the pump house were checked and found to be proper. The pump was reassembled and retested, resulting once again with a non-relating pump curve. We had four experienced individuals on site with no explanation. Therefore, a replacement pump was obtained, installed and then retested. The results of the dead head were proper in relation to the manufacturer. No explanation as to why the first pump would not plot correctly was ever found.
Most recently, a local manufacturer/supplier of packaged pumping systems (during a seminar), stated that they test all pumps for actual performance prior to shipment.
With this statement, the question was presented: Do you ever find pumps that will not perform to the manufacturer’s nameplate data for capacity, relating to the pump curve and, if so, what is the solution?
The answer from the local manufacturer was that they have about one out of one hundred pumps that, when tested, do not relate to the pump curve when dead headed nor follow the performance curve when having the correct impeller. They test approximately 1200 pumps per year, prior to shipment. What they have found as the problem, is due to imperfections in the pump casting, which causes water turbulence producing misleading pump differential readings. The solution is to grind out the casting imperfections, which corrects this condition.
When our firm has encountered pump test data not conforming to the manufacturer’s pump curve, our ultrasonic meter has been brought to the project site to verify the true GPM pump capacity.
These stated problem issues have only been encountered by our firm a few times over the past 30 years but now we appear to have answers. If the readers of this article have possibly encountered the same problems or related issues, we would be interested in hearing from you and what solutions were applied. Should a number of replies be received, a follow up report will be offered to AABC.